
全面了解给排水工程球墨铸铁管检验报告的项目内容


 注:不同等级规格的球墨铸铁管检测标准值略有不同,文章中检测报告截图为K9级球墨铸铁管DN600。
注:不同等级规格的球墨铸铁管检测标准值略有不同,文章中检测报告截图为K9级球墨铸铁管DN600。
01、表面质量
检查管材表面是否存在影响性能的缺陷。应符合国家标准GB/T 13295-2019 第 4.1.2 表面质量与修复。
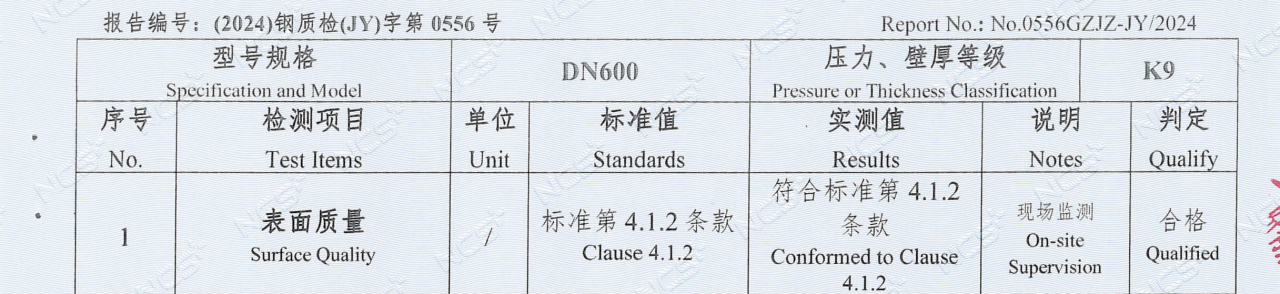
球墨铸铁管管身表面无残铁、凹坑、轨道印、无重皮、无缩痕、无气孔麻坑、无模粉堆积、无冷隔缺陷、无裂纹缺陷、无铸痕;承口无浇不足、粘砂、粘铁缺陷,插口无铁残、毛边、壁薄缺陷,承口内、管身、内壁无异物、缺肉、凸起物缺陷。
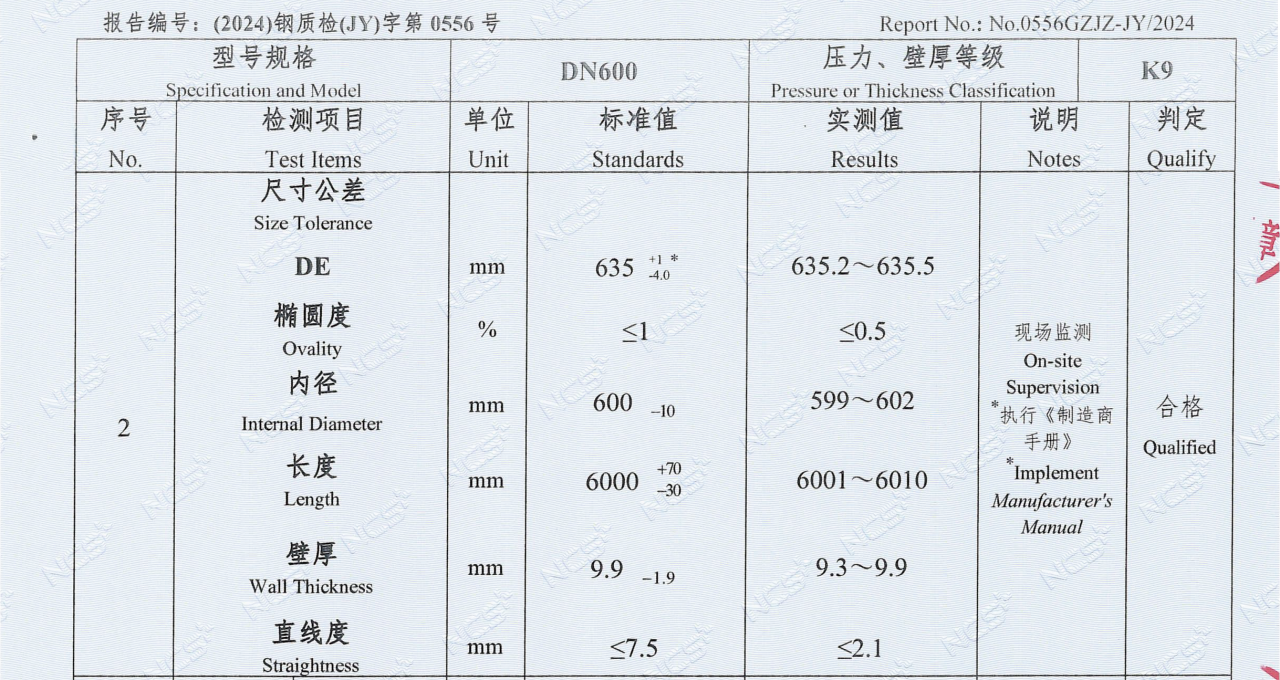
02、各项尺寸
确保球墨铸铁管的各项尺寸符合设计和标准要求。具体包括椭圆度、内径、长度、壁厚、直线度等。
 03、外涂层
03、外涂层
在铸管外壁喷涂,使铸管与外界环境隔离,从而达到防腐的目的。
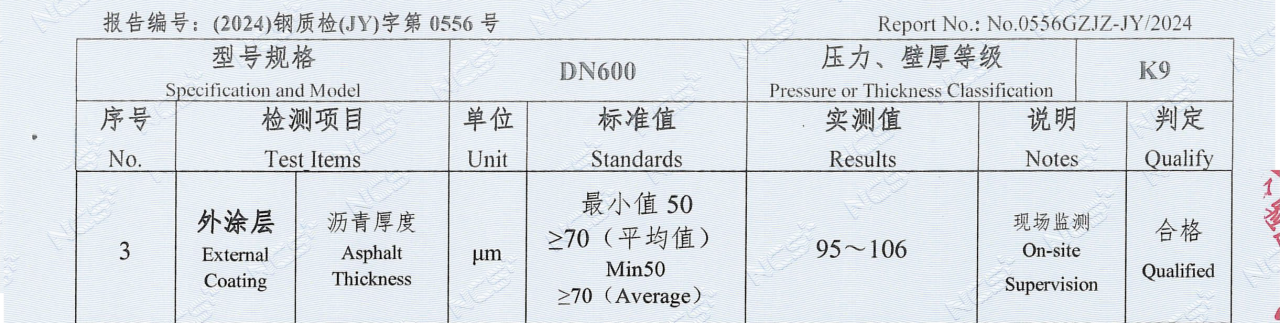 通常以喷涂沥青漆为主,要求湿膜厚度120μm以上,任意一点最小值100μm以上;干膜平均厚度(10点平均值)≥70μm,任意一点厚度≥50μm。
通常以喷涂沥青漆为主,要求湿膜厚度120μm以上,任意一点最小值100μm以上;干膜平均厚度(10点平均值)≥70μm,任意一点厚度≥50μm。
外涂层的颜色多是以黑色为主,在国家标准并未做明确规订,可按客户要求进行喷涂。其中:
黑色——常用于输送原水、自来水的给水/供水管网;
红色—— 常用于雨污水、工业废水;
绿色、蓝色等定制色——常用于中水管网或特定使用场景等。
04、内 涂 层
在铸管内浇注一定比例的水泥砂浆,采用离心法涂衬工艺,使水泥均匀地布满并牢固地粘附在铸管内壁上。以避免铸管产生锈蚀和污染输送水的目的。
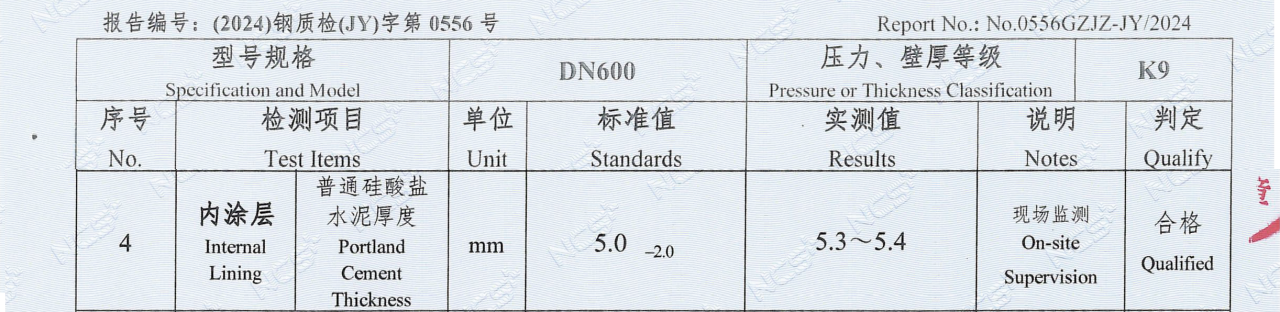
球墨铸铁管的内衬应无气泡、无内流、无黑浆、无浮浆、无浮砂、无偏心现象、无起皮、无裂纹、无粘铁及杂物。
05、水压试验
通过向球墨铸铁管内充水并加压,观察其是否出现泄漏、变形等现象,以评估其密封性能和承压能力。
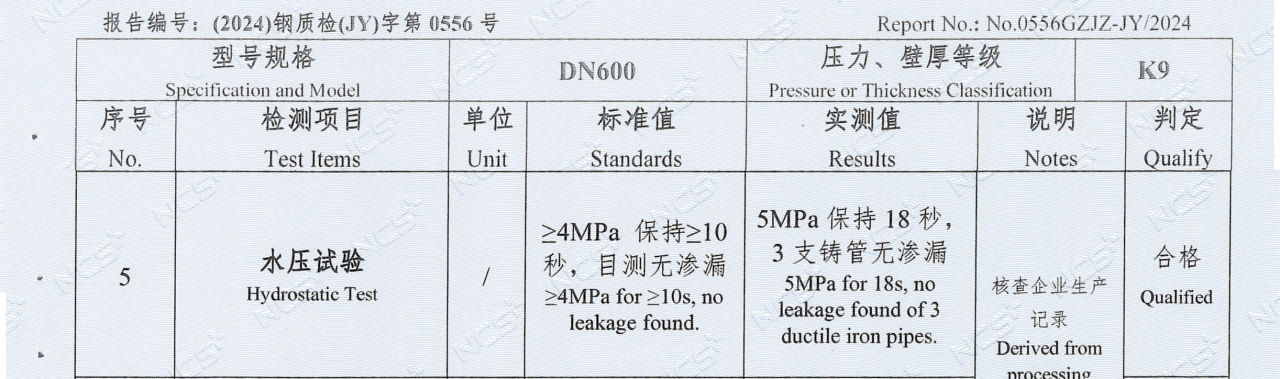
保压时间:实际检测时的压力高于标准值,时间保持18秒及以上。

目前全国各个工厂的生产流程中都会逐支对管道进行水压试验,这项指标在采购时可以放心。只是不同的生产厂家对不同等级的管道在试验值和保压时间上会有差异。
06、锌层重量
为了增强球墨铸铁管承口和管身的防腐性能,需要进行喷锌处理。
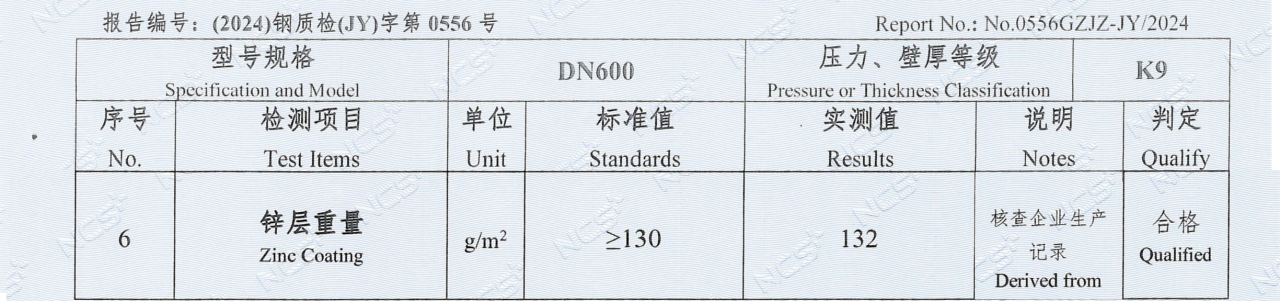
在铸管表面均匀喷完锌层后呈银白色,K级管锌层喷涂要求是130g/m²,C级管锌层喷涂要求是200g/m²,管身采用电弧喷涂金属锌层,承口采用热喷涂法,锌丝含锌质量分数不小于99.99%。
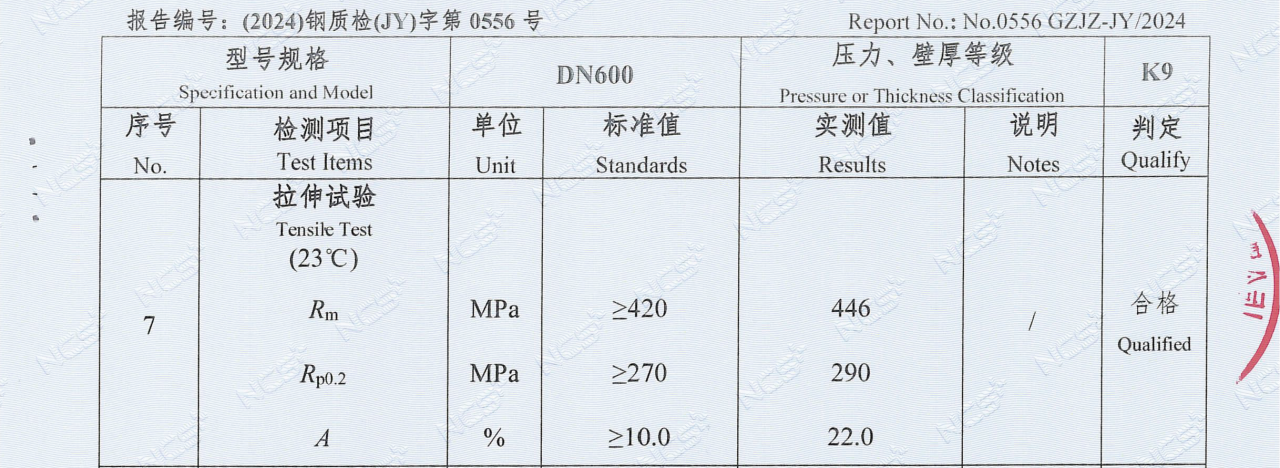
 07、拉伸试验
07、拉伸试验
对球墨铸铁管进行拉伸试验以确定其拉伸强度和延伸率,评估材料在拉伸过程中抵抗破坏的能力。
抗拉强度(Rm):材料在拉伸过程中抵抗变形和断裂的能力。
屈服强度(Rpo.2):材料在受力时(弯曲、拉伸、压缩等)发生变形的强度。
延伸率(A):材料在拉伸断裂前所能承受的最大变形量。
08、布氏硬度
布氏硬度是指材料在收到冲击载荷时抵抗破坏的能力。以确定管道材料的硬度。
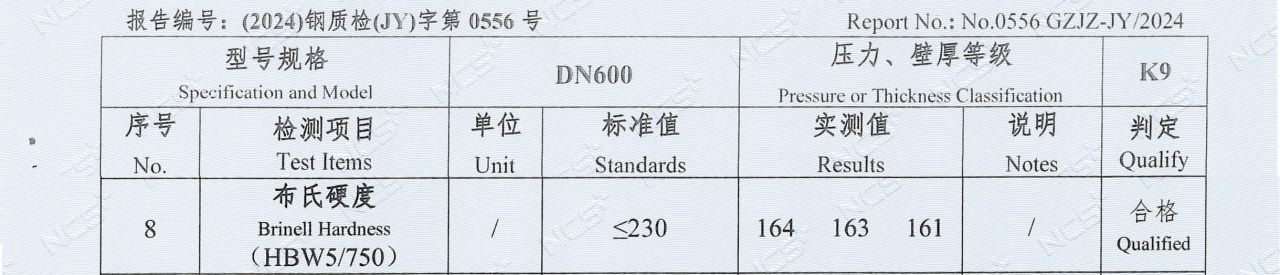 球墨铸铁的力学性能以抗拉强度和布氏硬度两个指标作为关键性检测。
球墨铸铁的力学性能以抗拉强度和布氏硬度两个指标作为关键性检测。
09、金相组织
通过金相显微镜观察球墨铸铁管的组织结构
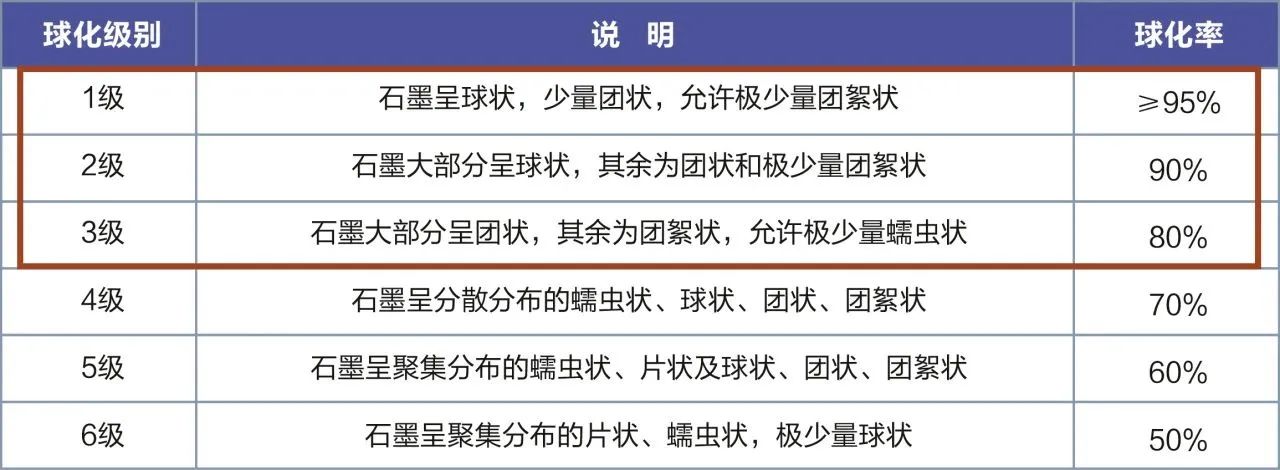
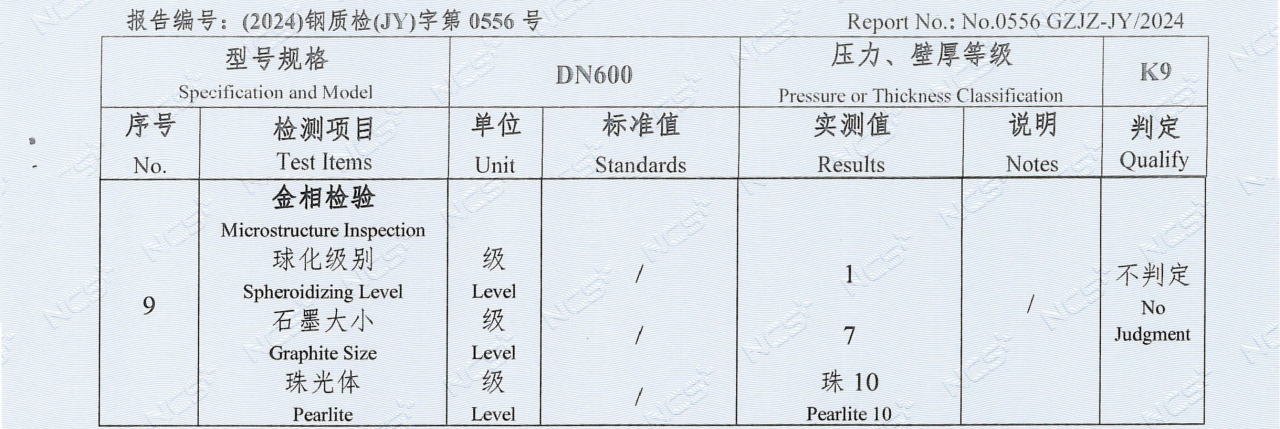 球化级别:根据球状石墨个数所占石墨总数的百分比作为球化率,将球化率分为6级,其中1-3级为合格标准。
球化级别:根据球状石墨个数所占石墨总数的百分比作为球化率,将球化率分为6级,其中1-3级为合格标准。
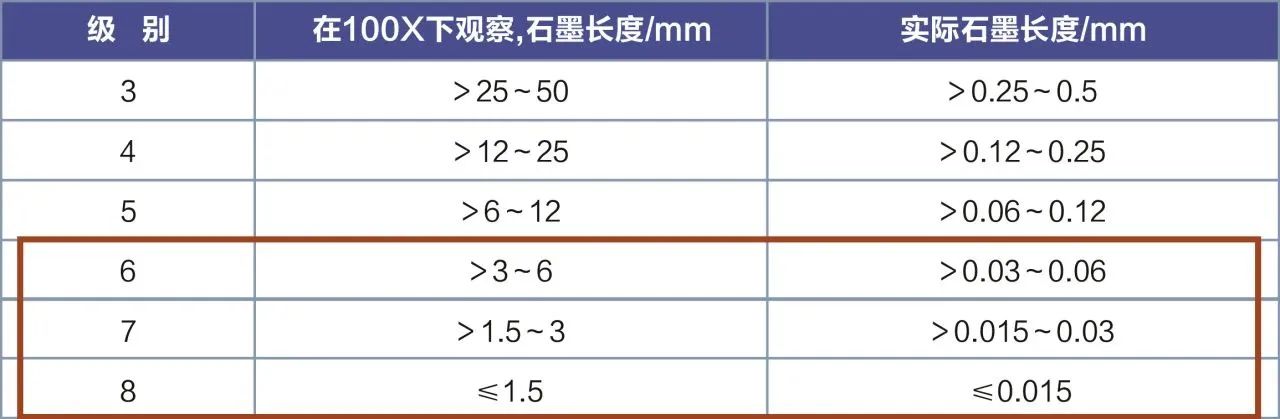
石墨大小:石墨球的大小对力学性能的影响很大,石墨大小分为3-8级,其中6-8级为合格标准。
珠光体:珠光体数量是指珠光体与铁素体的相对量(铁素体+珠光体=100%),随着珠光体的细化,球墨铸铁的强度和硬度提高。
对于球墨铸铁管的质量控制,晋钢铸业从原材料、生产、运输等多个环节严格管控,每一步都确保铸管能达到国标要求,为每一根球墨铸铁管提供全面的质量保障。关注晋钢铸业,了解更多球墨铸铁管知识!





































请先 登录后发表评论 ~