
【晋钢洛凯威】球墨铸铁管工艺流程—成型工段篇(水冷型离心机)
订阅
晋钢洛凯威生产基地
球墨铸铁管工艺流程
熔炼工段篇
成型工段在球墨铸铁管的生产过程中负责铸管浇注成型。
铁水温度检测——自动上芯——铁水倒入扇形包——浇注成型——拔管——送入退火炉

检测中频炉球化后的铁水达到工艺浇注温度后,倒入扇形包内,加入聚渣剂进行扒渣处理。

人工将砂芯安放在芯架上,启动低速旋转。

通过螺旋杆将模粉转出用氮气吹进管模。

将机器开至浇注位置,管模以设定速度旋转,合上芯架。

扇形包自动翻包,铁水从包嘴流出后加入孕育剂进行孕育处理,同时快翻包复位。

铁水经落槽、流槽浇注至管模内,先浇注承口再浇注管身。

承口探头检测承口注满后,离心机主机自动下行,至整根铸管浇注完成。

高速旋转冷却结束后,芯架自动摆出,工人清理芯架上残铁与杂物后,安放一个新砂芯,为下次浇注管子做准备。

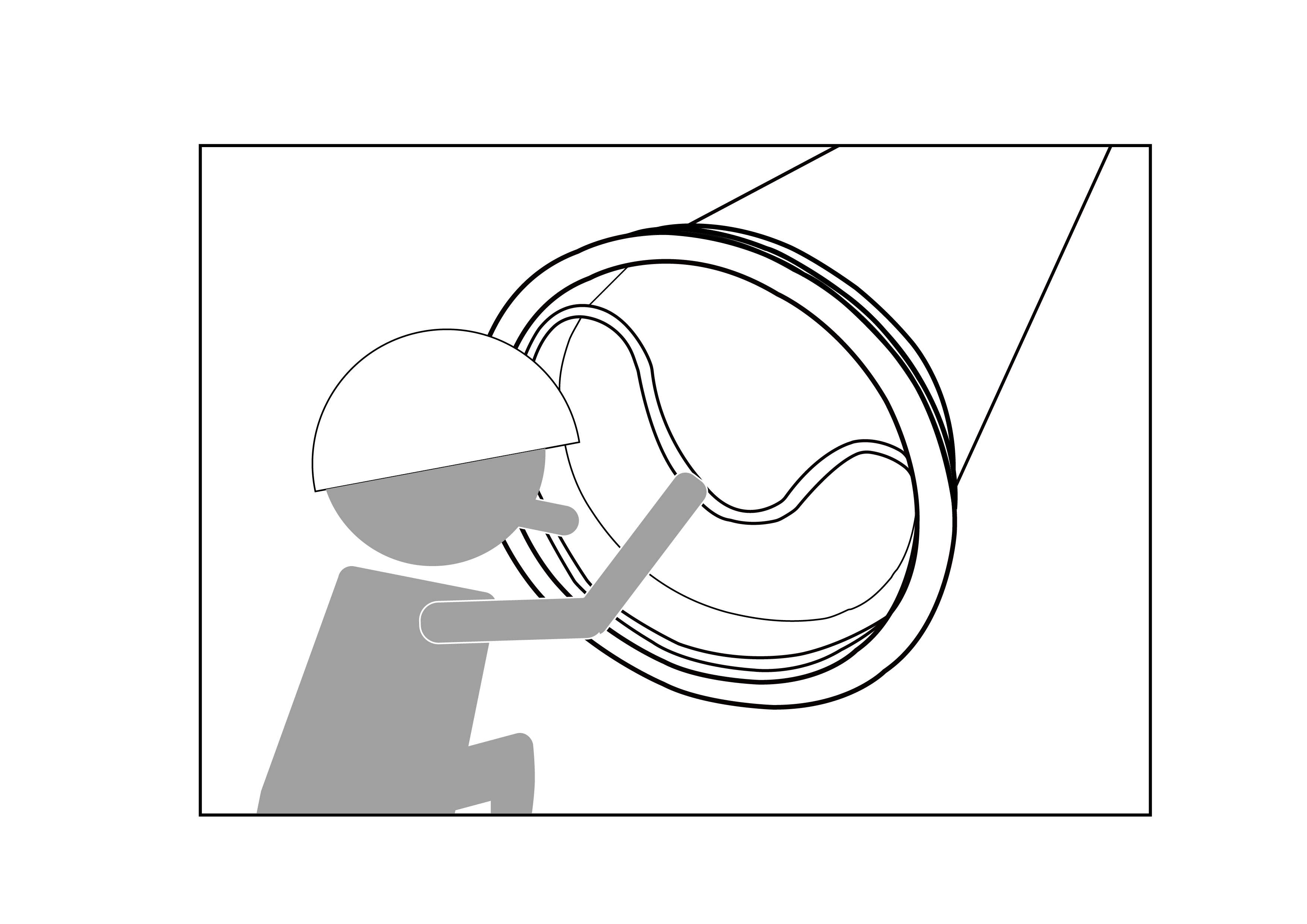
离心机转动停止后,拔管钳伸入管子承口内,拔管机自动将管拔出。

成型后的铸管由降管机降至送管链条,送入退火炉进行退火处理。


铸管成型要控制壁厚和外观质量,确保外观不能有铸造缺陷,如气孔、麻坑、铸痕、重皮。

阅读全文






































请先 登录后发表评论 ~